I’ve had the same shooting board for 12 years. It’s a clone of the Lost Art Press plans (made of 1/2″ baltic birch plywood) and has served me very well. But after a dozen years, it’s pretty chewed up (mostly from being too lazy to flip it over when using it as a bench hook for sawing).
So, over the last week or so, I took the time (and some pine scraps) to make a new one. This is in the Richard Maguire style, with no bed (meaning the plane rides on the benchtop) and assembled with a wedged fence and cleat. I didn’t get any pictures during the making, but it’s all 3/4″ white pine throughout. You should click the link to Richard’s youtube video. He’s a great entertainer in addition to being a great craftsman and instructor.
No bed means your benchtop must be relatively flat across its depth to support the plane.
Each of the cleat (which hooks onto the bench in use) and the fence (which establishes the 90 degree reference for shooting things square) is recessed into the board with dado. The cleat dado is a full 1/4″ deep (for strength), while the fence dado is only 1/8″ (to preserve some additional height for the fence to function as an effective backer board. Recessing the fence and cleat cross grain into the board helps keep it flat over time (better explained in Richard in the linked video).
Better shot here showing the wedged fence and cleat.
I have worked on long shooting boards without fences in the past. But they are almost always used for squaring edges to a reference face; not for shooting end grain square. This one is shorter and specifically designed for end grain.
Work has been very busy so it was good just to get a little shop time. Hope you can do the same.
Editor’s Note: Buckle up. This will be a long one and will at times feel like James is just ranting. In an effort to pander to his international audience, James is also adding metric parentheticals. Even if using anything other than Freedom Units is anathema to him.
I’ve a number of small trips on my calendar for Fiscal Year 2025. Between concerts throughout the Northeast of the United States, a beach vacation in the Cape of Cod, and, of course, my spring pilgrimage to the house in Central Vermont, I will be away from my home shop quite a bit over the next 6 months. And I’d like to be able to do some vacation woodworking.
Vermont is not an issue. I have, over time, migrated a full size workbench and entire complement of essential woodworking handtools up to permanently live in the utility shed on the property. As a result, though, I don’t really have a travel tool kit anymore. I’ve never been much of a tool hoarder and I foolishly gave away my travel tool box once it did its job and moved everything up to the aforementioned utility shed.
So I’ve been forced to start at essentially square one in putting a new travel tool kit together.
Over the years of making many, many, many travel tool chests, and in refining my thinking on what specific tools one actually needs for casual, on-site, vacation woodworking, I’ve learned a couple lessons. Many the hard way.
First and foremost, vacation woodworking (for me) is not fine furnituremaking. I know of very talented folks who vacation carve beautiful and intricate panels. And I envy them. But that’s just not me. If I’m making furniture outside the home shop, it’s utilitarian: an extra table or a bench or stool. Or if you can’t sit on it, it’s probably a shelf or a rack or a quick shadow box to display some quirky knick-knack picked up at a local antique shop.
That is the long way of saying that my vacation tool kit can an should be small. And I mean small. One saw that crosscuts well and can rip decently (if not efficiently). One bench plane. Two chisels and a mallet. A knife, a square, a bevel gauge, an awl, and a way to bore small holes. Something to keep all of the above sharp. A small hammer and nail set, some pliers, and a measuring tape (although everyone should have one of these in their car anyway). That’s about it. And I’ll probably be tossing in a bag of nails, a bottle of glue, and other miscellany as well (because I just can’t help myself).
All told, that’s 30 lbs. or so of tools (or 14 kg for you metric cretins), before you add the container to store it all in. About that…
I grew up (and still live) by the coast in Southern New England. Between sailing and swimming and other salt-water related activities, canvas tote bags are second nature to me. I have many, and I love them for a broad range of holding and storage tasks. But you cannot just throw a bench plane into a canvas bag, even in a plane sock. No matter how careful, you’ll eventually break the tote or ding another tool. I have in the past made a plane box to keep the bench plane safe, but even that’s not ideal since it still rattles around and can crash into other tools.
And what about your hand saw? Even if you sheath it in a proper carpenter’s saw bag, you could still bend the plate if it bangs around too much in the bag (for instance, against the heavy bench plane). Folding saws are great, but they tend to cut on the pull stroke and I work in the English style (being a steadfast disciple of Paul Sellers).
You can spend money on a nice tool bag with storage pockets to segregate the edge tools and other small tools into pockets. I especially like CLC bags, and any of the Husky bags from the purse aisle at the Homeless Despot will work. But the big stuff is still rattling around inside, if they will even fit. And don’t get me started on metal toolboxes, which can hold a small arsenal in perfect organization but will undoubtedly snag and tear the upholstery in your back seat if you’re not careful.
So where does this leave you? Well, we are woodworkers after all. So I would suggest making a pine box that you can french fit to keep your tools safe.
It’s a travel tool chest, though, and will need to haul at most 50 lbs. (again, 23 kg for you metric types), inclusive of the box itself. The 3/4″ or even 7/8″ stock you might see in a proper English floor chest is way overkill here. For a travel tool chest, I typically take the thickness down to 9/16″ or even 1/2″ (13mm or so), with the actual thickness depending on wherever ends up actually flat across the width.
Funny thing is: when working in stock of that thickness and this application (where strength really matters), you really can’t do posh Western European dovetail patterns with super narrow pins. I like wider pins anyway and these travel tool chests are a good excuse to make the pins noticeably beefier. Like so:
Those heavy chamfers on the corners are prep for the iron angle reinforcement.
So how big should a travel tool chest be for the type of rustic vacation woodworking I tend to do? Well, your saw is always going to be your longest tool in the kit. Frankly, if you’re intent on hauling around one or more 20″ panel saws, you might as well just make a full size Dutch Tool Chest and bring an entire workshop with you. But I have found you only really need about 15 inches (380mm or so) of tooth line for most woodworking sawing tasks. It’s less efficient than a longer saw because of the shorter stroke, sure. But it still works fine.
A saw like that will fit into a tool box that’s got 19-20 inches (480-510mm) of internal length. You could buy a small home center hard point saw, and they work well. But they sure don’t look very nice and aren’t terribly comfortable to use for long periods, especially when ripping. So what are the other options?
Well, vintage hand saws are abundant and cheap. If the tote is in decent shape, and the plate itself still has some life, odds are it’s got a kink in the tooth line. And that kink is probably around 1/4 or 1/3 of the way back from the toe. You’ll never get that kink out (and even if you do, you probably just work hardened the area around the kink so it will just kink again, or shear). But what if you could just angle grind off everything past the kink and make a shorter saw? Suddenly, that saw would fit into a travel tool box of manageable size.
Something like this, perhaps?
A 20 inch panel saw shown above for length comparison.
I find with shorter saw plates (physics for the win) that they are more rigid and more controllable. After making several travel saws of various tooth pitch this way, I’m starting to think that backsaws (and especially half back saws) are somewhat superfluous. You can do fine joinery tasks with a backless hand saw that’s short enough. The lost stroke length is meaningless when you’re aiming for precision. And 15 inches feels like the sweet spot for rigidity and control.
So when you allow for the saw and other tool kit described above, plus the french fitting, I find a tool chest that is about 20″ long (510mm) x 8″ wide (200mm) x 7″ high in the well (175mm) will hold everything I need, even if it’s a bit cramped. If you can get away with some more width, go for it. But remember to subtract about 1 inch (25mm) to determine the inside dimensions when planning out your tool storage.
The second lesson on travel tool kits, and probably even more important, is that you can’t bring a thickness planer with you to the beach. I mean, you can. But then you’re a psychopath. So you’re probably working with dimensional stock (home center pine or construction lumber) that needs to be flattened and/or trued on site. And unless you are a different type of psychopath, this rules out anything smaller than a No. 5. I typically use a No. 6 fore plane for everything in home shop (other than the absolute final smoothing before finish). However, I prefer a No. 5 1/2 jack plane for travel work. It’s the right combination of length and width (and heft) for being on the go. And this is where a corrugated sole really shines, in fairness.
That extra room is for a little box that will hold a measuring tape and some other bits and bobs.
In a 20 x 8 toolbox, your jack plane will take up less than half of the total width, and not all of the length either. A hand saw till is about 1 1/2″ (38mm) wide and you can cram a few smaller tools around the saw itself. So you have around 4″ of width for everything else, which I typically fit out with a rack (for the edge tools and pokey bits) and another well for sharpening gear). You can make a lid with some depth to it that will add a new dimension (pun intended) to your storage space.
But I’m going to stop there, before this becomes a veritable novella.
In the meantime, that cut off saw plate needs to sit in some Evapo-Rust for a day to get cleaned up. Pretty sure that saw was a Disston, but it could be an Atkins. It’s definitely not a Simmonds (my preferred brand of vintage saw).
We’ll see. In any event, Happy President’s Day, all!
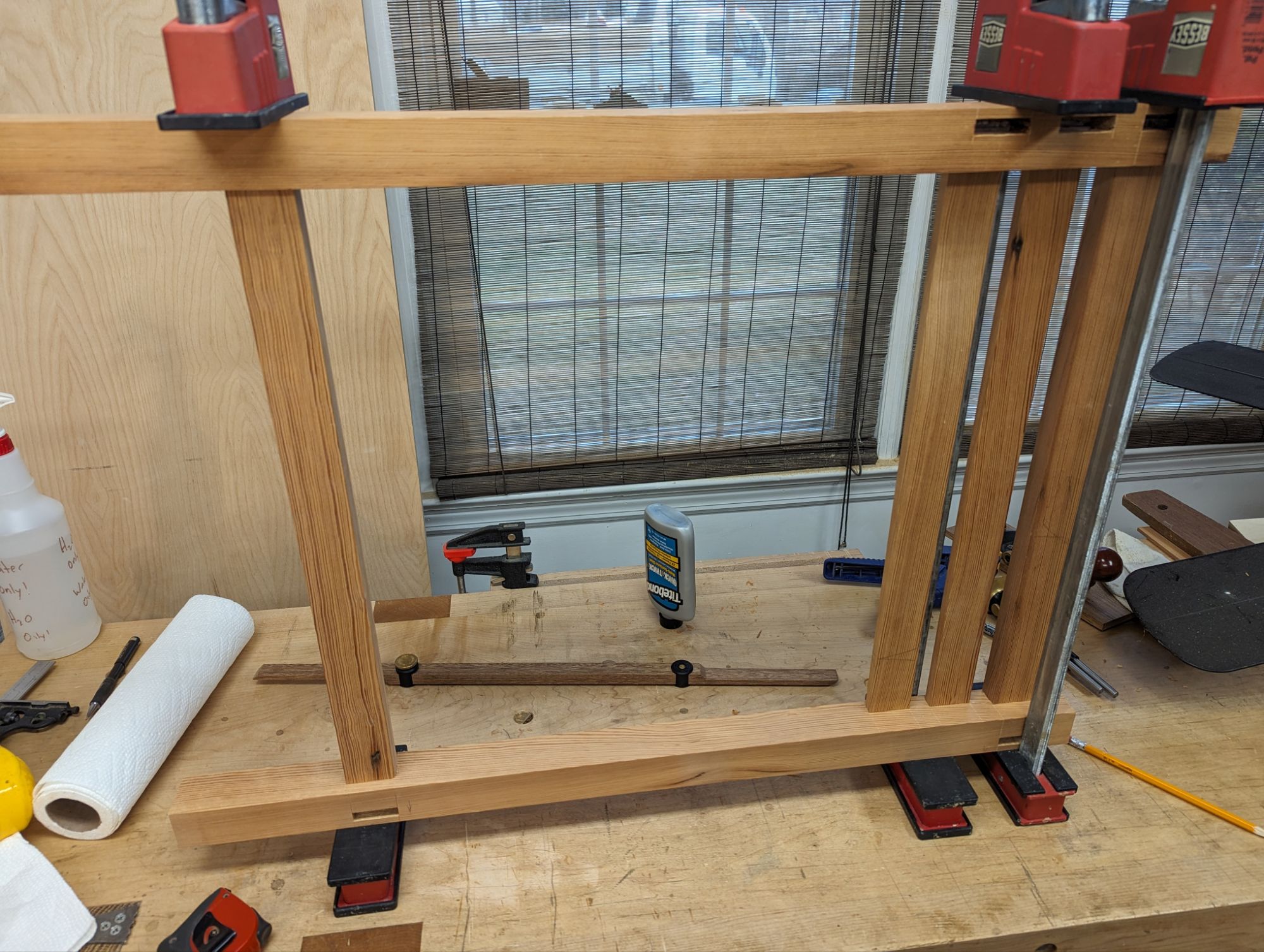
If you follow the blog at all (or my new BlueSky handle: @aptwoodworker.bsky.social), you know I build a fair amount of workbenches. In fairness, it’s been a while since I’ve built one for myself. But I have some exciting news: I am making one more workbench, before hanging up my cleats forever.
This new bench is a mishmash of poplar, ash, walnut and southern yellow pine. And the centerpiece is a slab of old growth Slash Pine that I bought from a reclamation yard for the main part of the workbench top.
Look at all them growth rings!
This is by no means a “dream workbench”. I don’t really have dreams (literally: it’s just not a thing I do very much). And I certainly don’t go in for the sappy sentiment. But I have poured all of my knowledge and skill into this thing, and I’m pretty happy with it.
To date, I’ve finished the base, which is super beefy. I resolved not to buy any more lumber for this workbench, which has required being creative in using materials (including resawing and laminating materials as needed). Between the leg vise (Moravian workbench style) and sliding deadman (TBD), I’m still cobbling together all the necessary pieces.
I may still paint the base in the future.
Now I just have to get rid of an 8 foot hard maple Nicholson workbench that I’m realizing I never really took any good photos of over than here. Anyone in Southern New England (USA) interested?
When last we spoke, I was walking through my process for laying out and cutting angled, rectilinear mortises through a slab top to make low benches and other staked leg furniture without the need for large boring bits and round tenon cutters.
At the end, I promised to discuss my process for cutting the tenons, so here we go.
For most applications, a bare faced tenon (i.e., with one shoulder) is more than sufficient for these types of compound angled joints. The legs splay outward (sometimes as much as 10-15 degrees), so gravity is trying to spread the legs apart, especially where splay (outward angle) is greater than rake (front to back angle. This spreading puts most of the force is on a single shoulder oriented to the outside of the slab in the direction of the play. And tight fitting joint (wedged to fill any gaps lengthwise will more than carry any load in the rake direction). No need for a second shoulder.
I have one more mortise to cut.
For compound angle legs, I start by measuring the overall length of the tenon I’ll need. I like to measure from the back inside corner to the front outside corner (ie, diagonally across the joint), then add 1/4 inch or so per 1 inch of tenon thickness. This leaves enough tenon proud of the top of the slab to trim it fully flush after glue up. When in doubt, add another 1/4 inch. Mark the tenon width like you would any other tenon.
Now mark the splay angle on one side of the leg using a marking knife. This is really important: the splay angle should slope downward and away from the flat of the tenon. As shown below.
Ignore that second mark on the top. After initial marking, I noticed a defect to cut around and had to invert the board.
Now it’s time to mark the rake angle (if you have one). This is where having two bevel gauges really helps. The rake angle slopes downward from the side of the leg that faces the midpoint of the slab lengthwise (or, it slopes upward from the side of the leg that faces the end of the slab). If you’re having trouble visualizing it, it will be painfully clear the first time you mess it up and the corner of tenon shoulder digs into the underside of the slab top.
I’m only using a 1 degree angle on this, but I think you can still see it slope right to left here.
Then carry the splay angle line around the other side of the leg, being careful to orient your bevel gauge so the splay angles are parallel (even if one is lower on the leg than the other). Now it’s time to cut the mortise.
I like to start with the shoulder cut, using a small crosscut saw. If all goes well, it should come off the saw at the correct angle. If not, more on that later. Then rip down the tenon length (although you could split it too, like any other tenon). Because ever one of these mortises will be different, be sure to leave the line so you can pare down later.
Both of these were good right off the saw.
As someone who started woodworking in the golden age of Paul Sellers, I refine all of my tenons with a router plane. For these, though, be careful and take very small bites (i) to ensure the tenon isn’t too thin (there really isn’t a good way to wedge that) and (ii) to avoid tearing the grain (especially in open pore woods like ash and red oak). Any undulation in the tenon face will show when you flush the tenon to the slab top.
After a quick test fit, it’s likely one of your shoulders won’t seat perfectly. I sawed at the wrong angle on one of the legs and ended up with the gap below. Now, this would probably be fine (the other side of the tenon actually seated quite well and the rake angle was spot on. But for a low workbench or a footstool that will see heavy loads, or if you need to fix a wonky rake angle, here is my process.
This is actually going to be a coffee table, so I could have left it alone.
If you have a good flush cut saw (most likely a low set Japanese pull saw or dedicated flush trim saw), you can very gently and carefully saw away flush with the slab top and you’ll be done. If, like me, your flush trim saw plate is thinner than the gap you’re trying to overcome, it may just be worth remarking the splay and rake angles and paring down with a chisel. As long as you left your leg stock overlong, either approach will work. Even if you screw it up a few times.
Now repeat three more times (or as many times as legs you have). You’ll quickly notice that the diagonal legs are identical (other than tenon thickness, probably, since that depends on the mortise). So if you screw up a leg by cutting the angled shoulder wrong, don’t necessarily throw it out or recut it. It will be useful for the opposite set of diagonal legs you haven’t done yet.
I’ve got one mortise and one leg left to go on this new project (an entirely too beefy coffee table made of 8/4 white ash that will also be a large stepstool in a pinch), and will post pictures when it’s done.
Hello, everyone! It’s July 2024 and things are weird, generally. The Mets, despite being a pretty shaky team, are in the playoff hunt. The world is on literal and figurative fire. And I have a new workshop.
Complete with shop cat!
More on that soon.
But today I’d like to revisit something I’ve talked about previously: rectangular tenons on low benches. It’s no secret that I’m a fan of the traditional Chinese workbench. And in the past I’ve showed off several versions of a sawbench or sitting bench that use angled, rectangular tenons. But today, I’d like to do a deeper dive on how I lay out the angled mortises. Because if you lay them out correctly, it’s tough (but not impossible) to screw things up.
By definition, for any angled mortise, the mortise hole on the top of the slab is in a different position than the mortise hole on the bottom of the slab. Unless you want a super tippy bench, the top of the mortise hole should closer to the center line than the bottom of the mortise hole. And if it’s a compound angle, the mortise hole on the top of the slab will be closer to the midpoint of the slab than the bottom of the mortise hold (which will be closer to the end of the slab). This means that since the mortise (and the corresponding tenon) is a three dimensional object, there will be a portion of the entire mortise is completely vertical. Making angled tenons is, essentially, just strategically relieving the wood around that vertical mortise.
Take a look at the below image, which shows the layout for the mortise on the top of the slab. The greyed out area is the entirely vertical part of the mortise. The unshaded boxes between the other knife lines are the extants of the angled mortise. You’ll see that on the top of the slab, the mortise angles inward. In this case, because of the compound angle, it’s both inward toward the center line and inward toward the mid point of the slab.
The end of the slab is to the right.
Compare that to the underside of the slab (shown below). The vertical part of the mortise is greyed out again. Because the legs are angled both forward and out, the mortise angles outward (both outward from the center line of the slab [and toward the edges of the slab] and outward from the mid point of the slab [toward the end]).
End of the slab also to the right.
One more note: when laying out, I find it helps to carry your lines down the sides of the slab. This also can show the vertical parts of the mortise more clearly and make sure that is accurately carried around the edge.
I also use a trigonometry calculator to figure where to start the mortise on the top of the slab so the legs don’t stick out too much beyond the plan of the slab itself. For most slabs in the 10-12″ range, the mortise on the top side of the slab should be centered around 2.5″ away from the center line.
This just lays out the forward rake.
So what is my preferred method for cutting these angled mortises?
First, I would bore out the vertical part of the mortise with a brace and bit and then pare roughly to the lines. Second, set up a bevel gauge and chop down the angles until I get pretty close. Finally, use a block of wood as a paring guide to refine the mortise until the angle is perfect. Then cut the tenon to fit each mortise, as there will likely be some slight variance in mortise width (and the wedge will take care of any variance in mortise length).
What are some other viable techniques? If you go the chisel only route (i.e., no boring it out first, which is the traditional method), I would still recommend chopping the vertical mortise first. Then you can pare it down to the lines as described above, with or without the guide block. I do not recommend freehanding the angled mortise right off the chisel. At least not for furniture grade pieces. For a workbench, it’s probably fine.
Once you have the vertical mortise, you could use a floats, rasps, or files to shape in the angles. These tools are also helpful to refine the angles and make everything as uniform as possible.
The nice thing about rectangular mortises is that you really don’t need any of the above special tools. You could do the entire thing with a chisel and mallet no problem (and I’ve heard that the lack of boring tools in China is how the form came to be). Although, although a bevel gauge and a rasp or coarse file will definitely help.
Next time, we’ll talk about cutting the tenons. Including how to cope the shoulder so it mates perfectly with the underside of the bench.
It’s been tough to find enjoyable workshop time of late. There is some work being done on the house and as cramped as my 12′ x 13′ (3.5m x 4m) workshop is at the best of times, it’s even worse when more than half of it is filled with furniture from other rooms. I’ve got about 5 feet of workbench (at the vise end) and 2 feet of space along the front to move around. I can reach all the tools in my wall cabinet, but it takes a bit of leaning on my tiptoes to get the coping saw. Even so, I’ve a project I need to complete, so I push onward.
Not sure if I’ve ever posted this image of the finished wall cabinet.
The vanity in the downstairs bathroom has always been subpar. It’s internet furniture pressboard bullshit that I bought when I first got the house just needed to make a gross washroom usable on a DIY basis. Now that the whole bathroom is being updated by professionals, I figured I’d tackle making a new vanity that is up to my own specs.
The last few chunks of reclaimed old growth Southern Yellow Pine barn beam would be just enough for the frame and a top. My little bandsaw was instrumental in this; I don’t think hand ripping would have left enough stock. I have officially hit “can’t live without it” status on that tool, for what it’s worth.
In terms of style, I’ve always been fascinated with the “slatted” style of furniture. I think the first time I saw it was a Restoration Hardware media cabinet. But it seems a dreadful waste of material because the slats tend to be decorative (and not structural). But what if they were structural? They’d essentially make a wide board out of a few small sticks (id est, offcuts from the bandsaw): maximum strength with minimum material.
While also hiding the plumbing below.
As an aside (as if my entire collected works weren’t just one massive, frenetic soliloquy), this is the kind of project where a hollow chisel mortiser really expedites things. I couldn’t centralize the mortises for the top the rails or the slats and have mortises of any great substance, so the outer walls of the mortises ended up less than 1/4″ (6mm). So not something where brace and bit boring or chisel chopping is without significant risk of blowing out the whole thing. And when you don’t have material to spare (and can’t afford to scrap the work), a hollow chisel mortiser really shines.
The second of the power tool triumvirate for a small space, hand tool woodworker.
It occurs to me that, even with multiple slats, a piece like this still needs substantial, double shouldered tenons for the top rails and the lower rail. This will increase the bearing surface of the main joints in the structure and should encourage squareness in the overall assembly and a strong frame. The slats themselves can be single shouldered, I think (again, just to use all of the available material). On the lower rails, a tight fit becomes a necessary. So everything gets fettled with a router plane.
Do others use the “over the garbage can” method for storing ready-for-glue up pieces?
I would typically drawbore each joint on something like this, but there really isn’t room for a size of peg that would give any real strength. I think, instead, I’ll use die forged nails (after finish) to lock everything in place. I’m not worried about the glue failing, I don’t think. But some extra reinforcement can’t hurt in a bathroom with wildly-varying humidity.
But I’ll tackle that after I finish the frame. I’ll also talk more about making the top where the sink will sit (this is for a vessel sink).
Happy New Year, everyone! I realized I missed my usual “6am Eastern on New Years Day” post. I think that’s because I went to an actual party and didn’t get to bed right at 730pm like I have for as long as this blog existed. But anyway…
A while ago, I obtained an old growth slab of what I believe is Slash Pine (one of the species of Southern Yellow Pine) from a reclamation sawmill. It’s about 16 inches wide, 90 inches long, and after flattening is still a solid 3 1/2″ thick. It’s mostly flat at this point, anyway. I actually made an impromptu router sled because it’s so damned hard (the resin long ago crystallized and, between that and the barn grit in the checks, it was eating O1 steel for breakfast). This slab will make a wonderful workbench top once I laminate a fascia board along the front edge and square the ends, though.
And after I fill all the nail holes and bolt holes with tinted epoxy offscreen.
Another workbench, you say? Well yes, of course. I’ve been working on my 8 foot maple Nicholson which I made in the thick of the pandemic. It’s got the nicest leg vise I’ve made (it’s angled, uses a cog and screw instead of a pin board, and opens and closes very smoothly). But I’m kind of over front aprons again; it makes using bench dogs in the top too difficult, even if the apron is great for edge planing long, wide boards. And I have just the one workbench at home after giving all the others away. A second wouldn’t hurt.
This new bench will be in the Shaker style, like at Hancock Shaker Village. Leg vise, tail vise, sliding deadman, some drawers underneath. In fact, I’ve already made the leg assemblies. But unlike the Shakers, this bench will knock down (like a Moravian workbench). And I have a linear bearing and a 1 1/2″ hardened steel shaft to use as a parallel guide for the leg vise instead of a pin board (or even a cog and screw or crisscross). McMaster-Carr is the best.
When making the recess for the linear bearing, though, I didn’t have a good way to make a 2 3/8″ hole. So I chopped it out octagonally. And it was scruffy and didn’t fit well and I had to shim it. All of which ate at my brain and caused me to set the whole project aside for a while.
I’ve finally come back to it. And it still eats my brain.
This is just not the quality I’m used to producing.
And what is a fellow to do when a bad bench installation is ruining a good time? Cut the offending portion of the leg off and add some wood back on, of course. About that…
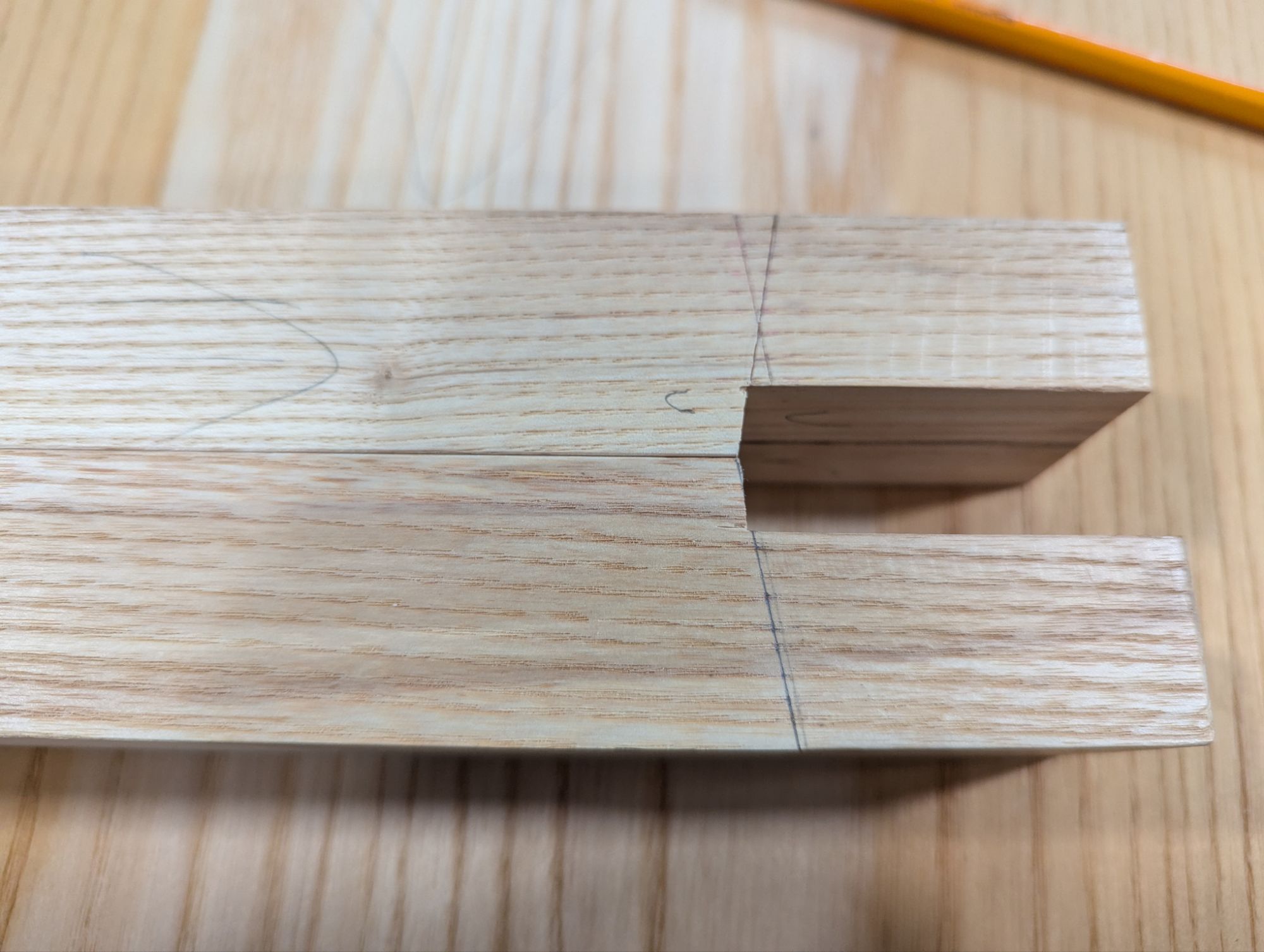
First step was to saw off the offending area and square up the end grain. And also dig out and prepare an offcut of the same species that has a decent grain match. If I had access to a Festool Domino, this would essentially be the end of the process. Four dominos and some glue: Bob’s your uncle.
My workbench is an absolute mess as I do a few renovations.
But absent a Festool Domino, how does one join two boards, end grain to end grain? Finger joints are probably the best option, because of the large amount of long grain gluing surface. For a hand tool guy like me, that’s essentially a bridle joint. I think in this application, it would be strongest if the mortise was in the remaining leg and the tenon on the added piece. I almost made bridle guides, but that probably would have taken longer than just sawing and paring.
Now to saw down the sides of the mortise.
Once the mortise was nicely pared to the lines, I roughed out a tenon and finessed it to a friction fit with a router plane. Remember to ease the inner parts of the mortise to leave room for glue on the mating surfaces. A dry fit looked like so:
It was at this point when I realized the offcut was actually from the same board as rest of the leg. Fortuity!
Will a 1″x1″ tenon (with 7/8″ mortise walls) be strong enough for a front leg of a workbench, even with TiteBond Thick & Quick PVA? Fuck if I know. But this is poplar, which doesn’t split easily, so I think I’ll be okay. I plan to add a trio of 3/8 oak pegs as reinforcement along the length of the tenon, which should help. Maybe a couple of metal mending plates too just for luck. But I think it will be strong enough, even without pegs, as long as whatever parallel guide I use for the leg vise doesn’t bear just on the new wood.
Hopefully I can find the stain I used for the rest of the leg too.
To be clear, I almost bought a Festool Domino today. But I’m glad I stayed strong and didn’t. Not that having a Festool Domino is bad; I just kind of enjoy doing things the hard way. And I do think this fix is a good solution and should stand the test of time.
Back during the prime of the pandemic (early 2021), I took the plunge and bought a benchtop hollow chisel mortiser (an “HCM”). At the time, the Powermatic Benchtop Mortiser was on backorder from Southern Tool (who are really great to work with [not a sponsor]). I’ve always hated boring and chopping mortises by hand. I’m totally totally fine with cutting tenons with hand tools. It’s just the donkey work of mortises that I would love to avoid. And my HCM allows me to do so.
So when it came time to cut some large bridle joints for my new forever workbench (I mean it this time!), I couldn’t help but wonder if I could do it on the HCM. I consider myself to be pretty good at following a line with a panel saw and have cut plenty of large bridle joints that way. But bridle joints are just “open” mortise and tenon joints, after all. So cutting bridles on the HCM should be easy enough with just a little planning. It’s not really intended for this purpose, but it works just fine.
First of all, it really helps if all of your leg blanks are S4S and the same dimensions, within a few shavings at least. That way, you can flip the blank in all directions and use the same fence setting for centering the mortise. It’s not fatal if things aren’t exact, as long as you use a consistent reference edge for the matching legs. But it will slow things down if you need to reset the fence after every flip end over end.
Second, leave your leg blank overlong, so there is some meat to support the temporarily enclosed mortise without blowing out. For wood species that split easily, such as Red Oak, you should probably leave a full inch. These legs are poplar, so 1/2″ was fine.
Thirdly, size your mortise to be no more than 4x (or just under 4x, ideally) the size of the bit you plan to use.
That is a broken auger from another hollow chisel mortiser bit that I use to scoop out waste.
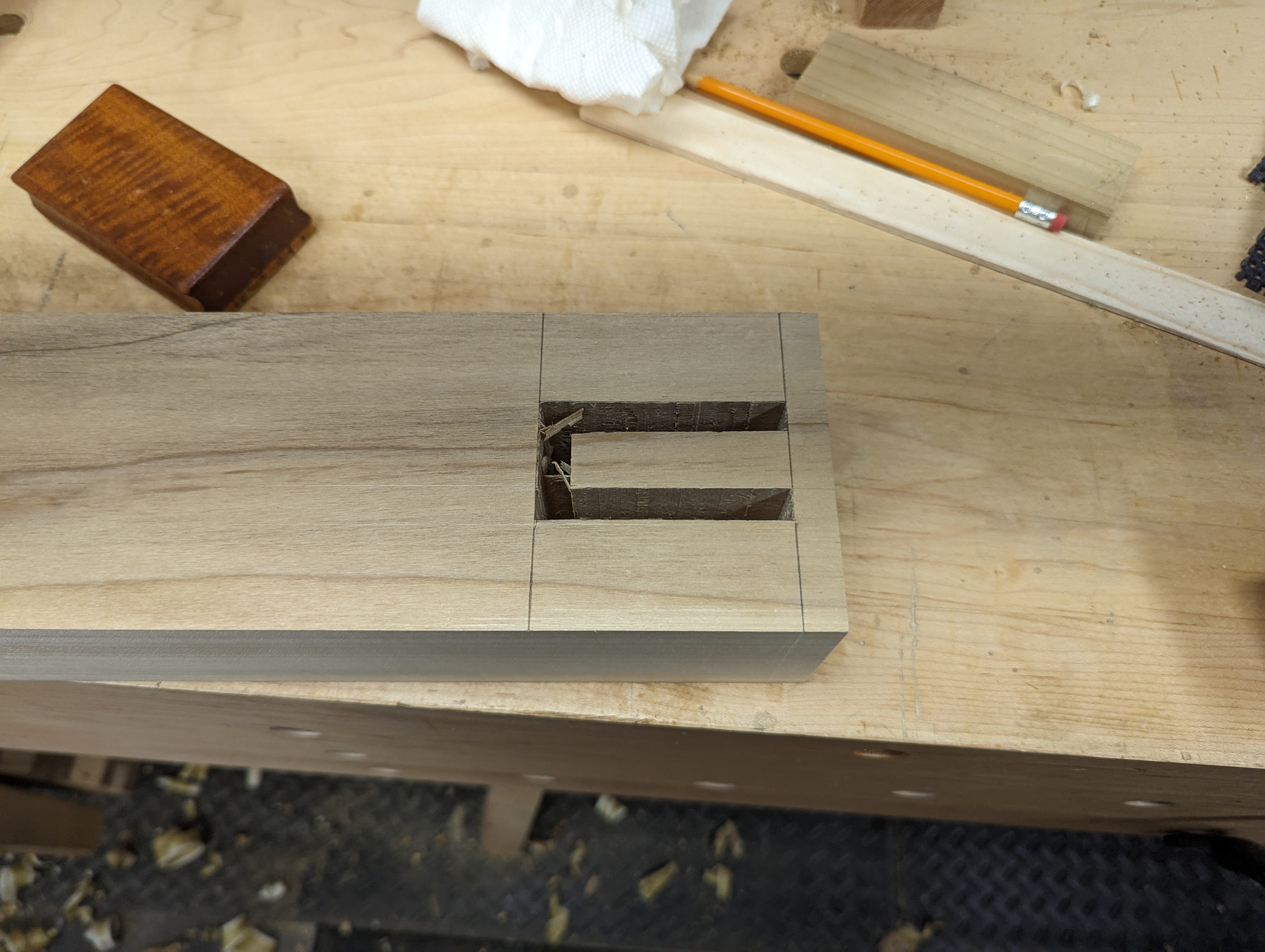
I start by defining the walls of the mortise. Assuming the mortise is centered on the leg, cut about halfway through on a full pass, flip end over end, and cut the rest of the way from the other side. Then, you can spin the leg 180 degrees and repeat the two passes. After four total passes, you have the mortise defined as shown above. Repeat for the other 3 legs until the walls of the mortise are all defined.
Now, reset the fence so you are removing half of the material remaining in the middle part of the mortise. If you’ve sized the bridle joint correctly (i.e., no more than 4x the size of your HCM bit), you only need to reset the fence this once. Remove the material only at the base of the mortise with four plunge cuts, flipping the work as before. The base of the mortise will now be fully established. No need to worry about removing the rest of the waste on the HCM, as you’re about to see.
Like so.
Finally, saw off the extra length on the leg (I use my miter chop saw for big cuts like this, but hand saws are fine too). BAM! You’ve got an open mortise. You may have a small strip of waste holding the inner chunk on. Just snap it off and you’re good.
The waste falls out in two pieces.
If needed, a wide chisel or a medium cut file makes quick work of smoothing any unevenness on the inside of the open mortise. But if your HCM is well set up, this may not be an issue.
Some quick paring work on the walls and the base and this will be joinery ready.
Is this the most efficient way to cut bridle joints? No, not at all. Either a table saw or a band saw works faster and probably better. But I’m still learning to set up my little band saw and I wasn’t confident the cheek cuts wouldn’t wander horribly. Plus I already had the HCM set up for mortising in the lower stretchers so it was quick to move over to this operation.
While it may be a single purpose tool, I believe the HCM is the second most time saving stationary tool for the hand tool woodworker (right after the thickness planer). It’s far quieter than a router or simply chopping the mortise with chisel and mallet, and produces more predictable results. It’s faster than boring and paring out a mortise (whether with a drill press, a hand drill or a brace) and makes only the same amount of mess. All of which makes it ideal for small space woodworking.
To be clear, you don’t need a hollow chisel mortiser as a hand tool woodworker. But if I have a batch of mortises to knock out, odds are that’s where you’ll find me.
Before the new year, I essentially finished the carcass on a new, streamlined traveling tool chest. I had made a low profile Dutch Tool Chest fairly recently that, unfortunately, didn’t quite work out for its intended purpose. Long story short, I miscalculated the size of the lower compartment and nothing quite fits without effort. Another inch or so and it would be fine. It’s also a bit wider than it needs to be.
So that means it’s time to make another one!
Lee Valley strap hinges are great quality but they are never quite straight.
This isn’t a post about the new chest itself, but here are some quick details: 9/16″ Eastern White Pine carcass; 3/4″ EWP tongue and groove back boards; Southern Yellow Pine lock, battens and catches; Tremont Nail cut nails throughout. Overall size 24″ x 23″ x 12″. Lower compartment is 9″ high.
As I was making the lid (always the worst part of any tool chest build), I decided to start painting the case. Then, after three coats of paint, I dry fit the lid and discovered the top of the well is rather twisted. The front right corner was about 3/32″ higher than it should have been, so the lid rocked pretty badly. If you’ve never had to level the top of a Dutch Tool Chest after assembly, know that you can’t just continuously plane the top edge like you would with a traditional square box where it’s all edge grain. If you’re not careful, you’ll ram into the end grain of the side board and risk spelching the case side. And it’s awkward.
Instead, whenever I need to level a cross grain corner joint, I start with a chisel. Mark the depth with a gauge and chop, bevel down, until you scallop out enough of the end grain where the two boards meet to give clearance to your plane bed. You can now plane down the the long grain of the front board to depth without slamming into the end grain of the side board. Then, just take down the hump in the end grain of side board until it’s straight and flush with the new corner height. Once everything is about there, one long continuous pass starting from the far front corner and ending at the near back corner finishes it off.
I took a tiny bit off the far back corner as well.
Moral of the story: check for twist before you apply three coats of paint. Or, better yet, before you attach the front board at all.
Another year on the Gregorian calendar has passed and I’m back in the workshop. As I always say, “ABCD – Always be Carpen them Diems!” And today, like every other New Year’s Day, is no different.
My first project of the year is making a panel saw from “scratch”. Those quotes are doing some pretty heavy lifting, as the plate is taken from a 26″ vintage Simonds 10 TPI crosscut hand saw. I’m not in the mood to cut new teeth today. The plate is in very good shape but the handle was a mess. Clearly an aftermarket job, the slot for the saw plate was at like 10 degrees to the handle and it made for terrible hang.
So first I made a new tote. There are a ton of good tutorials on the yutubs about this, so I’m not going to offer any real pointers here. However, a small oscillating spindle sander (I have the handheld one from Wen, which seems to be a knockoff of the Triton model) makes the job a lot quicker. I don’t have a band saw, so bringing the outline of the tote into flat on the OSS (instead of by hand with rasps and files) is a godsend. Especially on quartersawn hard maple.
Once the outside was shaped, I took my cues from the BTC Hardware Store Saw and busted out the trim router with a chamfer bit. Once the hard arrises are sanded down, it’s just as comfortable as full rounds. Plus, the intersection of the chamfers made a cool lamb’s tongue-like feature at the bottom of the tote, without having to do an actual lamb’s tongue.
When I make the next hand saw tote, if I use this pattern again, I will lighten the chamfer along the front (seen left, where it meets the saw plate). That heavy chamfer, as cool as it looks, nearly overlapped with the top saw nut and left a fragile edge that will probably break off soon.
Next I had to modify the plate to fit the tote. That vertical dotted line on the pattern to the right of the saw nuts shows where the plate seats into the tote. Problem is, the sourced plate did not have a straight line at the heel. That means it’s angle grinder time. I just use a scrap of plywood as a fence (learned that one from Pask Makes) and go to town. I also nibbed off the corner at the heel.
I am aware the guard is off. This operation doesn’t work with the guard on.
The angle grinder leaves the plate rather work hardened at this point. Files still work, but you really have to draw file to get down to fresh steel. I pop it in the saw vise and use the same jig for jointing the teeth. It’s important this be straight and true so it seats nicely in the tote.
You can see the reshaped heel, before a bit of rounding.
I didn’t get pictures of it, but I next cut the slot in the tote for the plate. You can freehand this (like the guy who last owned the saw did), but three is a better way. Just clamp to a flat surface (like a benchtop) another panel saw with a thinner plate and a fine set to the bench with a spacer underneath that centers the cut. Then draw the tote, flat against the bench and cut the slot as deep as you can. You can then finish the cut by hand in the vise, as the portion of the slot you already cut will guide the saw the rest of the way. Lee Valley has an excellent guide on this. If the slot is slightly off center (mine was by about 1/32″), just plane down the thicker side.
Now it’s time for drilling holes.
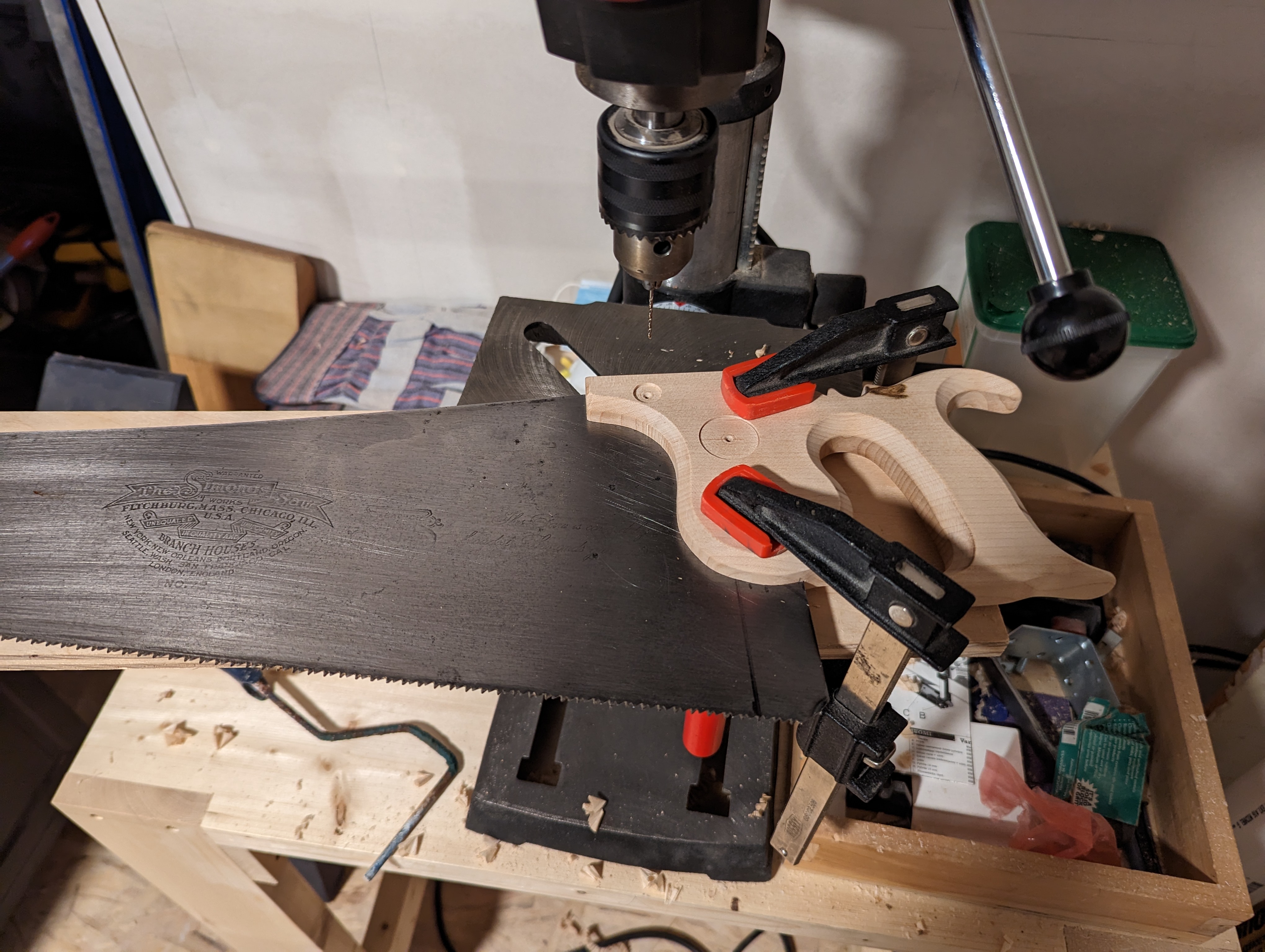
Now came the part I was dreading. When re-handling panel saws in the past, I used the existing handle as a pattern and located the saw nuts exact where they had been on the previous tote. For this, I was starting fresh and that meant drilling new holes in the plate. The spring steel plate. With a cheap benchtop drill press.
I had previously drilled 1/16″ pilot holes through the tote and bored the initial recesses for the saw nuts. So I started by clamping assembled saw onto the drill press table and locating the 1/16″ holes, which I then drilled through the plate. I then set the handle aside, recentered the drill press on each pilot hole in the plate, and clamped down the plate to the drill press table. You do not want a spinning hand saw plane. Then I just worked my way up from 1/16″ to 7/32″ incrementally until there were three 7/32″ holes in the plate. In truth, I cooked about four 7/32″ drill bits. It’s just too much for my little drill press to handle. But they were cheap drill bits (scavenged from various box store sets).
All that was left to finish the tote was drilling out the saw nut holes (9/32″ for the slotted nuts and 1/4″ for the medallion and bolts) and tweaking the depth of the recesses. I think I set the recesses in a little deep, but it works. Some boiled linseed oil really makes the quartersawn holographics of the hard maple pop.
Medallion side.Nut side.
I still need to hack off some of the toe to get the plate itself down to about 19″ of tooth line. That, in my experience, makes the plate stiff enough to not need a half back or magnetic guide for basic joinery. Plus it gets rid of that kink that always develops about 5-6″ from the toe of every 26″ hand saw. And, of course, that will allow it to fit in the toolbox.
The hang of the saw is a bit toe heavy, which makes me think it should be a medium rip (8-10 TPI). I find that useful for crosscutting wider, thicker stock on the saw bench and still able to rip efficiently at the vise. A saw like that is a workhorse for my travel toolbox. Once the BLO dries, it’s time to carpe some more diems and reshape the teeth.
But, for now, Happy New Year and I hope you find some time in the shop soon. Thanks for being a reader and stay tuned for some new and exciting things this year.